How does a trap work in a trapped gully or floor drain?
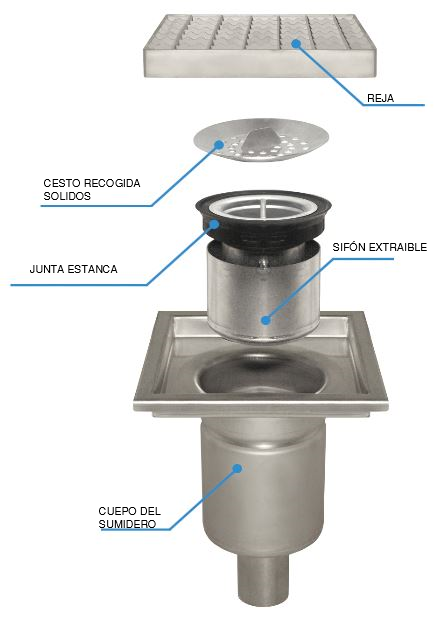
Trapped gullies or floor drains form the lower part of the drain and house the trap. These are designed with a fixed pipe that forces water to follow a specific path, creating a water seal that acts as an odour barrier.
However, this water seal also causes the sedimentation of solids and impurities, which can lead to waste accumulation and a risk of contamination.
Benefits of a Removable Trap in a Trapped Floor Drain
To avoid these problems, industrial trapped floor drains are equipped with removable traps, which offer multiple advantages:
✅ Ease of cleaning and maintenance: By removing the trap, the water seal empties completely, allowing for quick and effective cleaning of the drain interior without needing to dismantle the entire installation.
✅ Prevention of blockages: The ability to remove the trap facilitates the elimination of accumulated residues, preventing obstructions and ensuring optimal drainage.
✅ Improved hygiene and safety: In environments such as industrial kitchens, hospitals, and food processing plants, keeping drainage systems clean is key to preventing cross-contamination and complying with sanitary regulations.
✅ Durability and resistance: In stainless steel trapped floor drains, removable traps are manufactured from high-quality materials such as AISI 304 or AISI 316L, ensuring corrosion resistance and a long service life.
In conclusion, the removable trap is an essential component in trapped floor drains, trapped gullies, and floor sumps, as it ensures efficient water evacuation, prevents foul odours, and facilitates maintenance, thereby extending the system’s service life and improving hygiene within the installation.